LEAN – Kontinuerlig forbedring – Sunn fornuft, satt i system
Kjært barn har mange navn, og de tre i overskriften er alle benyttet i DSS for å beskrive samme unge. På denne siden kaller vi det kontinuerlig forbedring. Kontinuerlig forbedring handler overordnet om to ting; først og fremst er det et tankesett for organisering og samhandling av arbeidsoppgaver, dernest har et sett av verktøy for å forbedre prosesser og produkter.
Metoder
Verdistrømsanalysen egner seg til å gjennomføres som en workshop og det må settes av tilstrekkelig tid for å kunne gjennomføre den. Deltagerne vil ofte ha behov for en innledning og opplæring i hva og hvordan de skal gjennomføre oppgaven. Avhengig av kompleksitet og antall steg i prosessen man ser på så vil 2-3 timer være minimum og man kan også se for seg å bruke en dag eller mer.
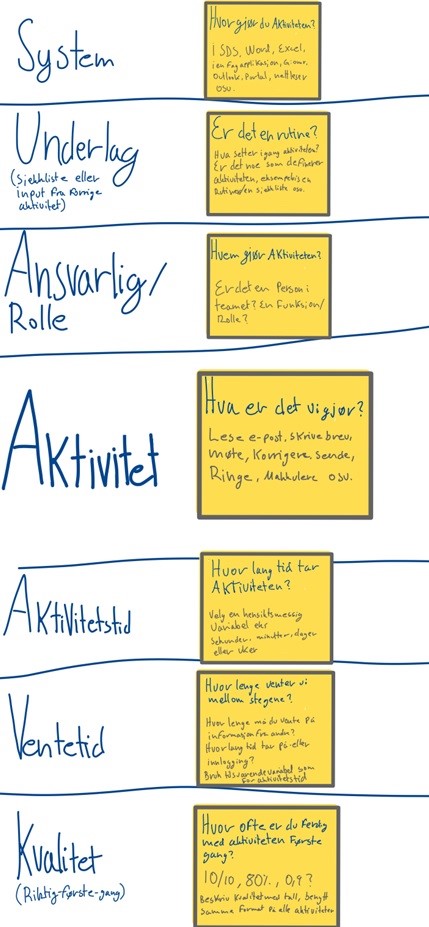
Nødvendig utstyr er tusjer og post-its, samt gråpapir eller annet man kan tegne og klistre opp på veggen. På gråpapiret tegner vi opp syv svømmebaner som hver representerer utgreiing av aktivitetsstegene.
Vi tar utgangspunkt i oppgavens aktiviteter og ser på hvor vi løser aktiviteten, hva som setter i gang aktiviteten, om det finnes en rutine eller sjekkliste for aktiviteten, hvem som utfører aktiviteten, hvor mye tid aktiviteten tar, om det er noe ventetid og hvor ofte vi må korrigere outputen av aktivitetssteget.
Når man har gjennomført en verdistrømsanalyse har man ofte et utgangspunkt for å identifisere problemer som gir sløsing, være seg om det er ventetid, feilkilder, kompleks organisering og så videre. Dersom man i en gruppe er uenig i om prosessen er beskrevet riktig så er dette i seg selv en indikator på at prosessen ikke er optimal og vil kunne peke ut steg med forbedringspotensialer.